钣金工件打磨抛光工艺作业指导书
1.目的
为保证打磨抛光工序得到有效控制,制定本打磨工艺作业指导书。
2.适用范围
凡是上岗操作的所有打磨工上岗操作时都必须执行本作业指导书。
3.通用打磨抛光工具准备
3.1 角磨机:在该工具上可以根据需要安装千叶片或着不锈钢碗刷;安装千叶片可以进行焊接飞溅的打磨、
表面磕碰划伤的打磨、焊缝余高的磨平及加工余高的打磨等工作;
安装不锈钢碗刷可以进行长大焊缝的打磨,主要作用是去除焊接区域的氧化皮。打磨焊缝表面不得有裂纹、
焊瘤、烧穿、弧坑沙眼等缺陷。抛光后焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤、打火等缺陷。
3.2直柄打磨机:在该工具上只可以安装专用的不锈钢碗刷;该工具只能进行长大焊缝的焊前打磨工作,
与角磨机的主要区别在于该打磨机可以得到与长大焊缝一致的纹理。
3.3直磨机:在该工具上可以根据需要安装旋转锉、砂布轮等;安装锥头旋转锉可以进行焊缝接头的打磨、
小空间内缺陷的打磨、深度磕伤的过度打磨(1mm 以下深度)、狭窄空间的加工余高打磨、局部精细修磨等;
安装砂布轮可以进行角磨机无法完成的小空间打磨抛光、圆角区域抛光到等。
3.4刮刀:该工具可以进行棱角、毛刺的去除、使工件拐角区域圆滑过度。
3.5风枪
:该工具用于打磨后清理工件表面的铝屑及灰尘;为了安全,禁止直接吹向人体。
3.6风管:该工具用于风源与风动工具之间的连接;为了安全及节约能源,风管有漏风的情况应及时关闭风源,并请维修人员进行维修。
3.7抛光机:用布轮把不锈钢产品抛光成有光泽的表面或焊接部位打磨后抛光。抛光前需要把产品表面打砂处理,
不能显亚光感觉,抛光后焊接表面不得有气孔、夹渣、弧坑、裂纹、电弧擦伤、打火等缺陷。
3.8拉丝机:用拉丝轮把不锈钢产品表面或焊接部位以XXX 目拉丝处理,拉丝后产品表面丝向方向一致,且粗细一致。不能存在明显分层、发黑、发黄现象。
4.操作规程
4.1 操作前准备工作
4.1.1 将机台及作业场所清理干净。
4.1.2 依据《派工单》要求的生产数量,准备好待打磨抛光加工工件,并放置于方便作业的位置,准备好加工完成品放置备用的托架。
4.1.3 检查是否有螺丝松动、漏电,安全装置、关机按钮、事故急停装置是否正常工作。
4.1.4 检查磨光待加工工件是否已经过品检员检验并批准放行的合格零部件。磨光前必须确保工件表面无其它杂物,
发现板件有裂缝,缺陷等应先重新补焊后方可磨光。
4.1.5 按照所要加工的零部件的具体要求,选择合适的砂轮。
4.1.6 戴好口罩及护目镜,穿好工作服。
4.1.7 安装并紧固砂轮,。
4.1.8 试机,并进行调整。确保砂轮无抖动现象;
4.1.5 按照所要加工的零部件的具体要求,选择合适的砂轮。
4.1.6 戴好口罩及护目镜,穿好工作服。
4.1.7 安装并紧固砂轮,。
4.1.8 试机,并进行调整。确保砂轮无抖动现象;
4.1.9 进行首件磨光,检查是否符合磨光要求,并经质检或主管确认无误,方可开始批量磨光作业。
4.2 操作规范
4.2.1 工作前,应检查砂轮有无损坏,防护装置是否完好,通风除尘装置是否有效。
4.2.2 安装砂轮时,必须核对砂轮允许的最高转速是否与主轴转速相适应。
4.2.3 需打磨的产品应放置平稳,小件需加以固定,以免在打磨过程中产品位移而导致加工缺陷。
4.2.4 正确使用打磨工具,及时检查和更换磨损严重的砂轮片或抛光片。
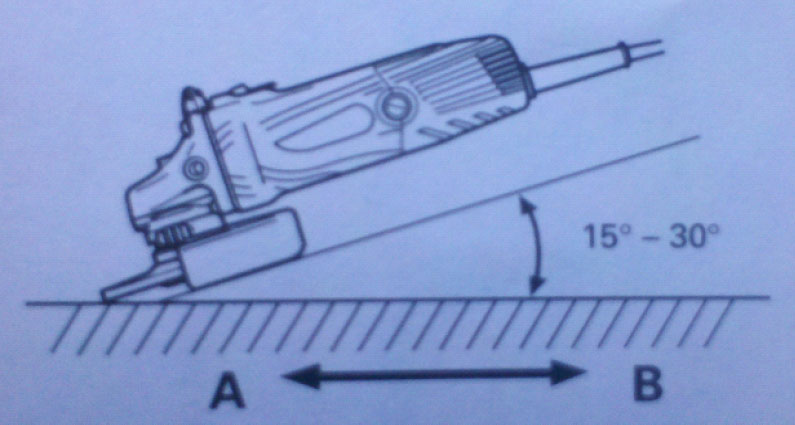
4.2.5 打磨时应紧握打磨工具,砂轮片与工作面保持15-30°,循序渐进(A→B),不得用力过猛而导致表面凹陷。
4.2.6 门板表面抛光作业时应利用打磨工具自身重量。抛光片与加工表面平稳结合,采用平移或圆周运动方式,不得中途加力和随意变换角度。
4.2.7 在打磨过程中发现产品表面有气孔,夹渣,裂纹等现象时应及时通知电焊工补焊。
4.2.8 打磨结束后需进行自检,打磨区域应无明显的磨纹和凹陷,周边无焊接飞溅物。产品应归类存放,堆放整齐有序,并做好保护措施。
5. 打磨抛光质量
打磨后部件表面无凹凸不平现象,不允许出现毛刺或者凹孔、沙眼现象;打磨后整体表面需光滑,
不锈钢产品表面或焊接部位以XX 目拉丝处理,拉丝后产品表面丝向方向一致,且粗细一致。不能存在明显分层、发黑、发黄现象。
6.打磨抛光后的质量检验
6.1 打磨抛光后整体尺寸是否符合产品尺寸要求。
6.2 打磨抛光后部件表面需光滑,无凹凸孔或者焊接不良处;
6.3 部件表面无明显打磨抛光不均匀现象且整体表面一致;
7.安全技术
7.1 工作时必须戴好防护口罩(或防护面罩)及眼镜。
7.2 工作前,应检查砂轮有无损坏,安全防护装置是否完好,通风除尘装置是否有效。
7.3 安装时,应注意螺母的压紧程度,应压紧到砂轮运动时不产生滑动为易,有多个压紧螺丝钉时,应按对角顺序逐步均匀旋紧。
7.4 砂轮装好后,必须将防护罩重新装好,再进行试转。直的砂轮,应空转5 分钟。砂轮转动时,不允许有明显震动。
7.5 打磨抛光时,应先启动吸尘装置,握牢工件,用力不得过猛,不准用杠杆推压元件,严禁站在砂轮正面操作,以防砂轮破裂伤人。
7.6 不是专门用于端面磨削的砂轮,禁止用端面进行打磨抛光。
7.7 使用手持电动砂轮机打磨抛光时,必须有牢固的防护罩和加设保护接零线,或配用漏电保护器,并遵守以下电动手砂轮安全操作规程。
7.8 两人以上同时打磨抛光工作时,不准同时在同一方向相对作业,防止发生意外。
7.9 工件之凹凸处应轻轻打磨抛光,不得用力过猛,不得磨工件之棱角,以防砂轮片破碎伤人。
7.10 工作完毕后,应切断电源,确认砂轮停转后,方可离开岗位。
8.通用打磨抛光方法
8.1焊前打磨
打磨范围:全部焊缝两侧各15-50mm。
操作方法:打磨长大焊缝时用安装了不锈钢碗刷的角磨机或者直柄打磨机沿焊缝方向进行打磨;
对于需要激光跟踪自动焊的焊缝只能用直柄打磨机进行打磨;
在相对焊接附件较大的工件表面焊接附件时使用千叶片对焊接表面进行打磨或在焊接成型前产品需要去毛刺处理的产品进行打磨抛光处理。
技术要求:打磨出金属光泽、保证焊接区域没有氧化膜、打磨纹路与焊缝方向平行且均匀、打磨深度不超过0.2mm。
8.2焊缝余高的打磨
打磨范围:焊缝两侧各25-50mm 的区域。
操作方法:角磨机工作时要与被打磨面平行,使焊缝余高被去除;当焊缝有凹陷时以不伤母材为标准,
严禁用千叶片端部斜铲被打磨面。
技术要求:被打磨表面要求平滑;不伤母材,以母材的被去除量不超过0.2mm 为标准;被打磨部分表
面纹路要求一致,沿焊缝方向,严禁无规律打磨。
8.3去除表面划伤
打磨范围:取矩形框,覆盖划伤区域。
操作方法:使用打磨工具沿一定的方向打磨,不超过矩形框。
技术要求:被打磨表面要求平滑;不伤母材,以母材的被去除量不超过0.2mm 为标准;被打磨部分表
面纹路要求一致,大部件及烤炉本体横向拉丝向、小件沿拉丝方向且保持一致;严禁无规律打磨。
8.4加工余高的打磨
打磨范围:加工余高两侧各40-50mm。
操作方法:沿被加工的立筋方向进行打磨,角磨机能够使用的空间内用角磨机进行打磨;
角磨机无法使用的空间使用直磨机进行打磨;方法与焊缝余高的打磨相同。
技术要求:被打磨表面要求平滑;不伤母材,以母材的被去除量不超过0.2mm 为标准;被打磨部分表面纹路要求一致。
8.5使用砂布轮进行抛光
打磨范围:对过线孔等小空间的棱角进行抛光或部分零件有抛光要求的进行抛光处理。
操作方法:使用安装了砂布轮的直磨机对棱角进行打磨抛光。
技术要求:被打磨表面要求平滑,以目测符合图纸标注要求,触摸感觉没有尖锐的棱角为标准;
不伤母材,以母材的被去除量不超过0.2mm 为标准。
8.6使用拉丝机进行拉丝处理
拉丝范围:对零件在焊接加工后打磨表面或刮花面进行拉丝处理。
操作方法:使用拉丝机对打磨表面或刮花表面进行拉丝处理使工件表面丝向一致且光泽纹路一致。
技术要求:拉丝表面要求平滑并光泽纹路一致,以目测符合图纸标注要求,触摸感觉粗糙刮手为标准;
不伤母材,整体纹路、丝纹方向、色泽均匀、粗细一致为标准。
8.7焊缝接头的打磨
打磨范围:对焊缝接头及段焊起弧点收狐点使用直磨机进行打磨。
操作方法:使用安装了旋转锉的直磨机对焊缝接头及段焊起弧点收狐点进行打磨。
技术要求:焊缝接头的打磨要求外形与焊缝余高一致;段狐起弧点收狐点的打磨要求在去除焊接缺陷的情况下表面没有尖锐的棱角;
不伤母材,以母材的被去除量不超过0.2mm 为标准。
 欢迎进入东莞市马赫机械设备有限公司 官方网站!
欢迎进入东莞市马赫机械设备有限公司 官方网站!











 扫一扫,微信
扫一扫,微信


